


Lines and machinery in the production of automotive air conditioning hoses (2)
Bartlomiej Juszczyk, 2023.06.18, Machine building
Previous: Lines and machines in the production of automotive air conditioning hoses. (1)
The requirements that apply to systems using CO2 as a cooling agent also apply to air-conditioning ducts. One method is to manufacture the hose using AEM [2] rubber reinforced with a steel braid, which contains a corrugated, flexible stainless steel hose inside. This type of conduit can operate at a working pressure of 170 bar within a temperature range of -40 to 150°C. It offers zero permeability, high pressure and temperature resistance, and complies with the DIN 74106 specification.

Production line for manufacturing a rubber hose with an internal corrugated steel hose
First things first – precise cutting of the corrugated hose
The stainless steel corrugated hose is supplied in coils on reels with varying outer diameters. Each reel contains a length of hose ranging from 400 to 1100 meters. To facilitate the cutting process, decoilers equipped with an auxiliary feeding system are employed. This system regulates the tension, minimizing the impact of material stretching on the final length of the cut piece. A precise, chipless cut is made on both sides of the hose at a specific point on the wave, which is inspected by a vision system. The manufacturer's specification defines the acceptable length and outer diameter ranges for the cut piece. The feed roller system ensures an optimal distance from the cutting head and maintains proper tensioning of the hose to reduce the possibility of deformation.

Nipple fitting, welding and electrochemical passivation
Corrugated hose sections of the appropriate length are then transported to the automatic nipple assembly station on both ends. These nipple fittings are also made of stainless steel. The TIG orbital welding process takes place in an argon atmosphere at this station. Once the electric arc is extinguished and the protective atmosphere is released, the positioner with the component automatically returns to the base position. The welded detail is then moved to the next station for electrochemical passivation of the welds.
During the electrochemical passivation process, the component is set in rotation by an electric drive, and the pneumatic system moves the weld cleaning heads. This electrochemical passivation method is particularly effective for achieving optimum corrosion resistance on stainless steel welds. Any excess liquid used in the process is collected by a system of acid-resistant tanks. Several parameters are measured and checked, including the nipple assembly path, electrode rotation speed during orbital welding, welding current, rotation speed of the passivation heads, and the conductance of the passivating bath.
Installation of a corrugated hose inside a rubber hose
A steel hose, prepared in this manner, can be installed inside a rubber hose of suitable length. A specialized hole is created in the rubber and subsequently secured with a silicone band. D-rings are then placed onto the steel nipples. The machine ensures assembly without deformations or scratches on the components and maintains the desired level of cleanliness. The assembled unit is subjected to air blowing to remove any cloggings, which are directed into an appropriate chamber. The protrusion of the nipples from the rubber hose is measured using a profilometer. Additionally, the presence of D-rings is verified, and the distance, as well as optionally the assembly force, of the steel hose within the rubber hose, is measured.
Subassembly of bands and crimping the ends and connector
Each complete hose comprises two fittings and a pre-assembled hose section. Bands are placed on the rubber portion, which are then tightened at the subsequent station. The ends of the hose are bent into a predetermined shape and capped with a connector. During the assembly process, the ends are inserted sideways onto the nipples, and the connectors are secured around the connection with the nipples. Loading is performed manually, while the assembly and unloading stages are automated. Integration with a manipulator or a robot capable of receiving assembled hoses is also feasible.
Clamping stainless steel bands
The hose is manually pre-positioned, and the machine automatically extends the bands that were mounted at the previous station. The positioning of the bands is determined based on the product reference. The machine verifies the correct position of the clamp and proceeds with the clamping operation. Optional ovalization control may be performed to ensure the desired shape.
Hoses bundling & flow test machines
Air-conditioning hoses are organized into bundles of different sizes, such as two-piece or five-piece configurations. The picking station facilitates the assembly process by simultaneously pressing the wires against the corresponding flange. Subsequently, a purge and automatic flow test are conducted using dry filtered air without oil mist. This test aims to verify whether there has been any reduction in the cross-section of any component ducts or complete blockage. It ensures that the ducts are free from any clogging in airflow.

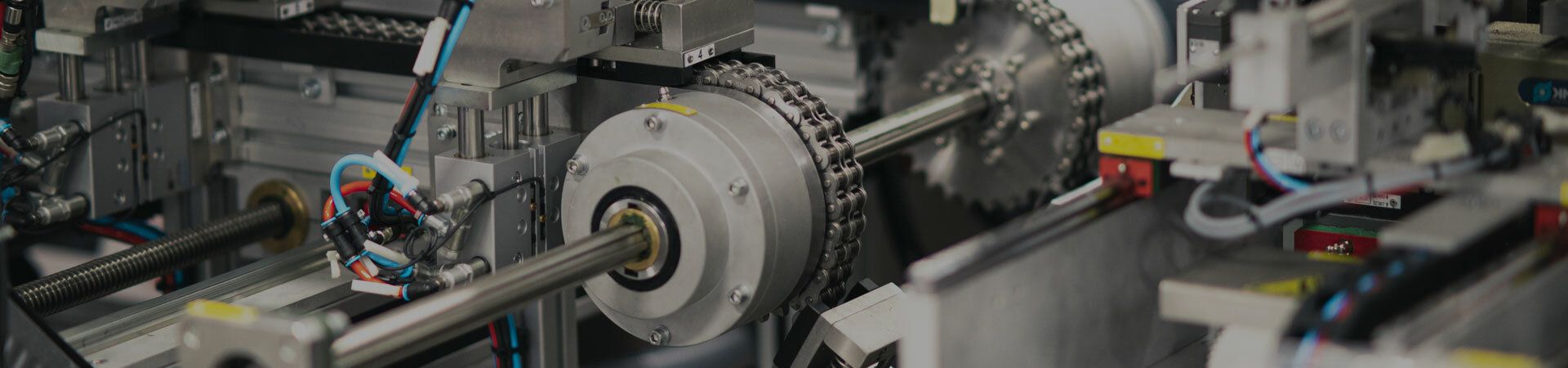
Corrugated hose assembly line - Chipless cut station and decoilers

Chipless cut station - corrugated hose feeding and tensioning system

Orbital welding and electrochemical passivation

Corrugated hose into gum hose assembly station, D-ring & silicone band placement

Bands subassembly, endings and connectors clamping

Stainless steel bands clamping and ovalization control

Hoses bundling & flow test machines

Flow tester pneumatic system
")
Induction brazing stations for aluminum elements with water cooling (sensor adapter and valve body)
Footnotes
[2] AEM - ethylene acrylic rubber
ELPLC SA machines and lines
We specialize in designing and building machines, complete robotic assembly lines and creating software for the industry. We offer our competences for many industries. We provide Industry 4.0 / Smart Factory solutions.
Automation and robotization
Machines and lines building
Modernization fo existing lines
Software for industry
Service and maintenanace
Research and development
Return to blog
Want to know more? Ask experts